

�aƷ��B
 ���\�ܘI����Ʒ�|��lչ���Կڱ����Ј�
���\�ܘI����Ʒ�|��lչ���Կڱ����Ј� 

 ȫ�����՟ᾀ
ȫ�����՟ᾀ

����䓹�
13191999998


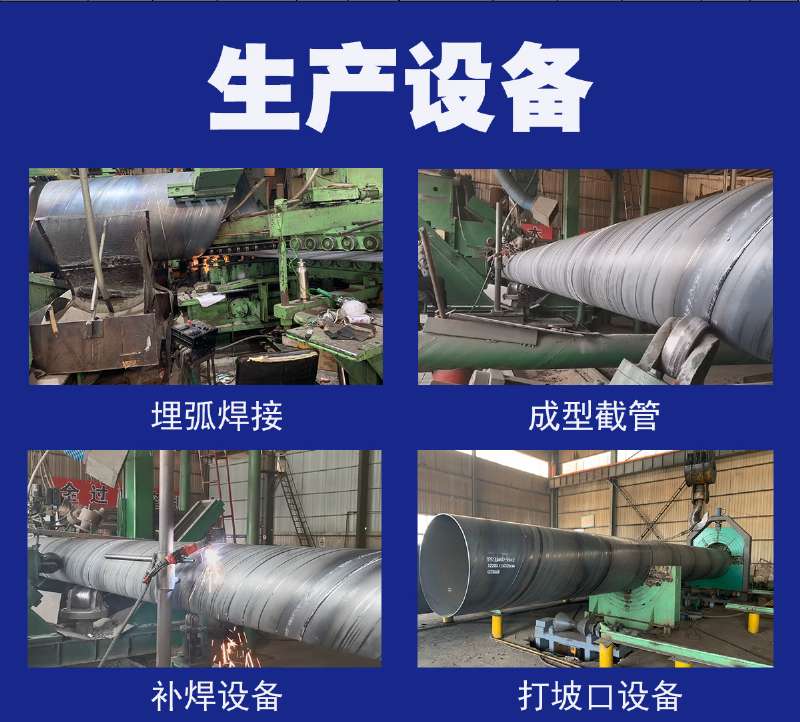

�D�ğo�p��������܈䓰�����ԭ���ϣ������Ԝ��Ɖ��D�����ͣ�����Ȼ�p�z�����������a��ˇ�ֹ����Ӷ��ɵ��D�Ŀp�o�p�ܡ�
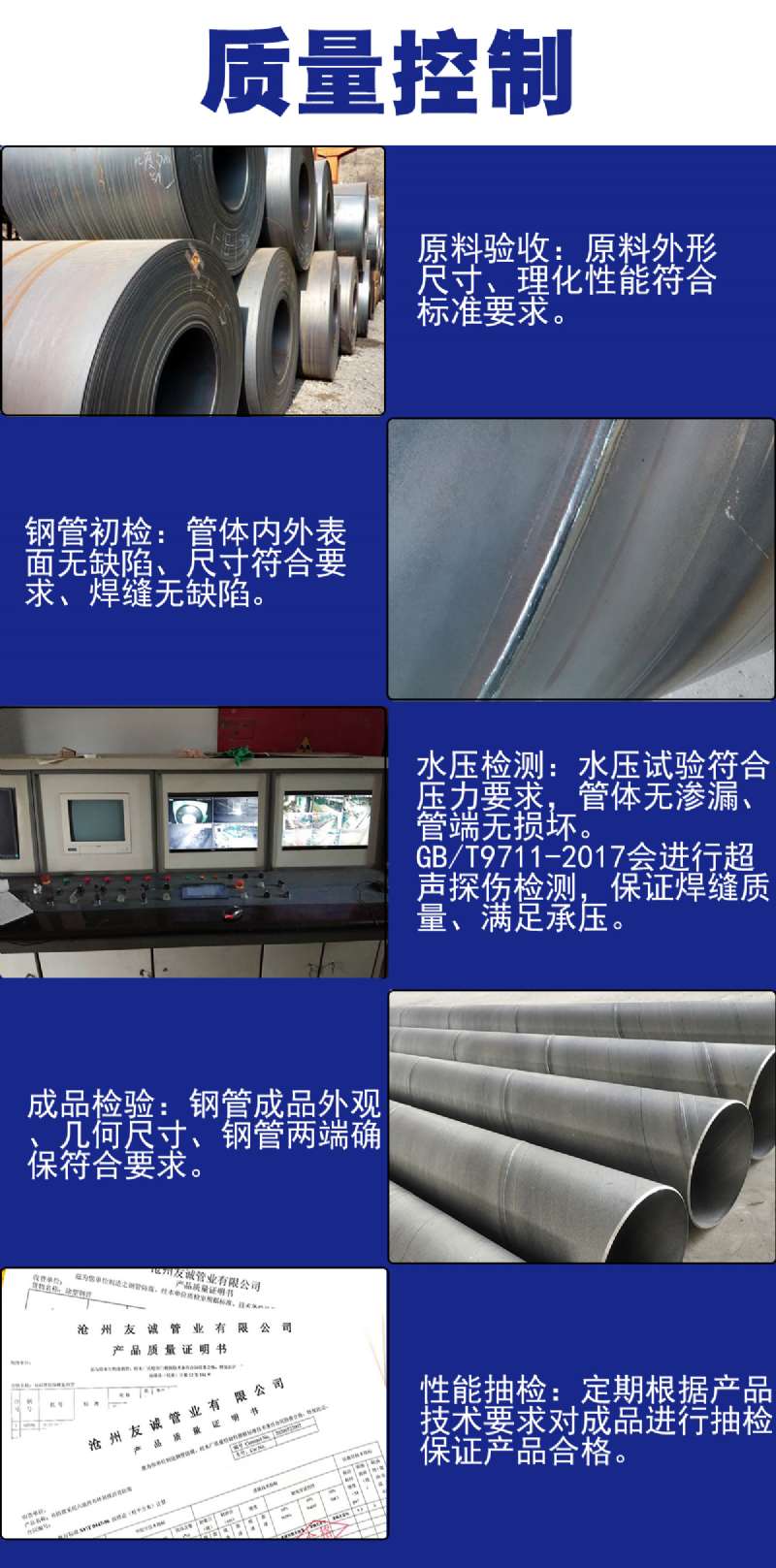
��1��ԭ���ϼ���܈�������l����������Ͷ����ǰ���н����Շ���������y��
��2����܈����^β�ӹܣ��\�Æνz���p�z��º��ӣ����۳ɲ��P�䓹ܺ��\�ö��r��º��a����
��3����Ʒǰ����܈䓰������Cƽ����߅����߅�����|��ص����ж�Ϻ��菝߅������
��4���õ���|�^ؓ�����{������朗lж�ϙC���ˉ�����ؓ�����_����ȫ����܈��䓵�형�����ж�ϡ�
��5��������ػ�ȿ�݁ʽ��Ʒ��
��6���x�ú��ӿp��϶�ٿv���Á��_�����ӿp��϶�ṩ�������ܽ����e߅���ͺ��ӿp��϶�����зdz�����IJٿv��
��7���Ⱥ����⺸������Ӣ���ֿϺ����C���νz���p�z��¼��⺸�ӣ��ʶ��@���˿ɿ��ļ��⺸���|����
��8������ĺ��ھ���;�Ͼ��B�m��mri����Ȼ���x��飬�_�J��100%�������~Ƭ���ڵğo�p�����O�y���w�ʡ����Ю����F���棬��Ȼ���Ѳ��o늷�ĩ��Ϳ�˺����a���������S���{��ˇ���gָ�ˣ�Ҫ���r��������F���档
��9�����Ú�����x���и���C��Ϳ��䓹ܲóɆθ���
��10���õ��и�Ɇθ����P���\��䓺�ÿ�����P���\���߀Ҫ�����M�а��Շ�����יz�����k�����z�麸���ğ�W����ָ�ˣ���ͨ�Cе���W�ɷ֣��ܺϬF�r�����P���\��䓱�Ƥ�|����·�^�o�p��ʽ̽���z�飬�Ќ������ƹܹ�ˇ�m�Ϻ�������ʽ��Ͷ�����Nֲ��
��11�����Ӻ��p�����g��������̽�����ϵ�λ�ã���һ�I��������X���V���Ͳ鹤������_�� ���㣬���ޏͺ��^�m�����|���|���z�K���C�����㼺�������
��12����܈��䓌����ܵ����Ӽ��c�����~Ƭ�ܵ����ӹ���Ķ��ͽӾ��^�Ĵ��ڹܣ��ֽ��v�^XX�侀Һ���ҕ�����Ӱȫ��z�顣
��13��ÿ�����P���\䓹� �o�Mˮ�܌���Ҝy����ؓ���õ������ܷ��z������Ҝy��ؓ�����¼����ɲ��P���\䓹��Mˮ���C�y�������b�÷dz�������Ч���ơ�����Ҝy�������������r��ӡ�Cӛ䛿���
��14���ܶ˙Cе�b��̎����ʹ��A�Uֱ�ȣ�����Ǻ��g߅�_���_�а��ա�
���ڽ�Q
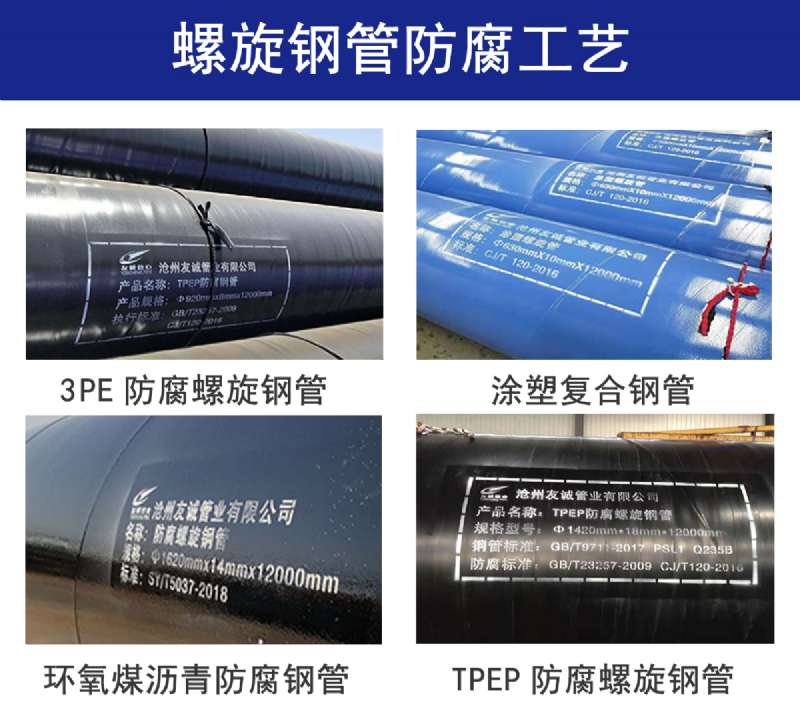
�D�ğo�p�܌���܈��܈��䓳������ܰl�әC�M�������܈݁�Ѻ��L������܈��܈�������׃�����_���ӌ��ȵ������ι�������׃�D��݁�ĉ�������ʹ���ӿp���ȱ�����1~3mm����ʹ���ڃɶ��Rƽ��
1.�����^�t����ɰ��������׃�٣�늴ŸБ���ⲻ��λ���ܵ����Ӿ�ֱ�Ӻ�ȱ�ݶ����a��δ�ۺϻ��ѡ�
2.��p϶�^С�t���F����Ч�����ӣ��廡��֬�������^���F�ܵ����ӟ��p;һЩ�ܵ����ӽ����D���L����׃����ӣ�Ӱ푵��ܵ����ӽ��澀�|����
�������ăɂ��˽�̎��ˮ���a���ĜضȺ���ײ��݁��ײ���£��D׃����ͬ���������С����ƹ̻����������Q�����D׃�ɽ������õ��ֹ����Ӽ������ݟo�p䓹���ײ�����^С���D׃����ͬ�ξ��w���Ñ���С���ֹ����Ӽ����϶��»������Ȼؕ������a����_��;�����ײ�����^����ʹ���ڷ�ʽ�����һ�D�ֹ����Ӽ����_��׃�����ֹ����Ӽ��϶ȣ�ͬ�r�������a��ă��⾀ë�̬F���������a����p��覴á�




 ���֙C�ٷ��Wվ
���֙C�ٷ��Wվ